

Hot Runner vs Cold Runner: Understanding the Differences and Benefits
Choosing the right runner system is crucial for optimizing production efficiency, cost, and part quality in plastic injection molding. This article delves into the key differences between hot runner and cold runner production, highlighting their benefits and drawbacks in injection mold design.
Whether you’re considering hot runner vs cold runner injection molding, understanding their unique characteristics is essential for making informed decisions in your injection molding process.
An Overview of Hot Runner vs Cold Runner Injection Molding
When comparing hot runner vs cold runner processes, it’s essential to understand that both play crucial roles in injection molding. Choosing between cold and hot runners can significantly impact the efficiency and quality of your injection molding procedure.
Let’s explore the hot runner vs cold runner debate in detail.
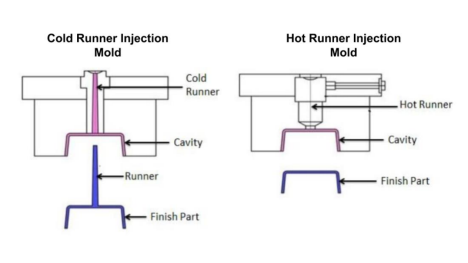
What is a Hot Runner System?
A hot runner system is an advanced method used in injection molding so molten plastic flows directly into the mold cavity.
Unlike cold runner production, a hot runner maintains the plastic in a molten state throughout the process. This is achieved through a network of heated components, including nozzles, manifolds, and multi-zone temperature control systems.
Hot runners are essentially internally heated processes that offer significant advantages in creating injection-molded products. Hot runners excel in producing complex parts with high precision.
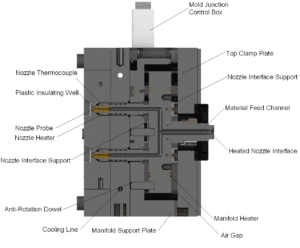
Key Components of a Hot Runner System
Nozzles
These are the points where the molten plastic of the hot runner is injected into the mold cavity. They are designed to maintain a consistent temperature to ensure smooth flow and prevent solidification. Hot runner production often uses spring-loaded nozzle tips for better sealing.
Manifold System
This distributes the molten plastic from the injection molding machine nozzle to the various nozzles. The manifold system is also heated to keep the plastic at the same temperature throughout production. Hot manifold systems are crucial for maintaining consistent melt flow.
Temperature Controllers
These devices regulate the temperature of the nozzles and manifolds, ensuring that the plastic remains at the optimal temperature for injection. Multi-zone temperature control is often used in hot runner systems for precise heat management.
What is a Cold Runner System?
A cold runner system is an injection molding system where the plastic material is injected into the mold cavity through a series of unheated channels known as runners.
Unlike hot runners, a cold runner relies on the material’s natural cooling as it flows through the cavity.
This system is widely used in various industries due to its simplicity and cost-effectiveness. Cold runner injection molding is particularly suitable for smaller production runs and certain types of plastics.
Components of a Cold Runner System
Sprue
The main channel through which the molten plastic enters the injection mold.
Runners
Secondary channels called runners are in charge of directing the plastic to different parts of a mold cavity.
Gates
Small openings that control plastic flow into the mold cavities. They provide better control of materials throughout the molding procedure.
| Note: Cold runner systems are simple and cost-effective but generate significant waste, as 30% of the material used can end up as scrap. |
How Do Cold Runner Systems Manage Material Flow?
Cold runners use natural cooling to solidify the plastic material as it moves through the mold. The sprue and runners are designed to ensure an even distribution of material, minimizing the risk of defects. The gates control the flow rate, ensuring mold cavities are filled uniformly.
Types of Cold Runner Molding Systems
- Two-Plate Mold: The simplest form among cold runner types, the two-plate system consists of a single parting line and a basic runner system – hence two plates. It is ideal for simple part designs.
- Three-Plate Mold: The three-plate system includes an additional plate, allowing for more complex runner designs and better control over the gating process.
- Cold Deck System: This is a hybrid approach that uses a cold runner system with a heated manifold to improve material flow and reduce cycle times.
Key Differences of Hot Runner vs Cold Runner Systems
When choosing between hot runner vs cold runner production, several key differences emerge:

- Temperature Control: Hot runners maintain a constant temperature, while cold runners rely on natural cooling. This difference in temperature management significantly impacts molding and final product quality.
- Material Waste: Cold runners consume more energy and create more waste than hot runner injection molding, as the runners must be trimmed and discarded after each cycle. Hot runners, being internally-heated processes, typically produce less waste.
- Initial Costs: Cold runners have lower initial setup costs than hot runner injection, making them more accessible for smaller production runs. However, the latter can be more cost-effective in the long run for high-volume production.
- Maintenance: Cold runners are easier to maintain due to their simpler design, but they may require more frequent cleaning to prevent blockages. Hot runner production, while more complex, often requires less frequent maintenance when properly managed.
- Cycle Time: Hot runner molding often has shorter molding cycle times due to eliminating runner cooling. This can lead to increased productivity in high-volume production scenarios.
- Part Quality: Hot runner molding systems can produce higher-quality plastic parts due to better control over the injection pressure and flow of molten plastic. This is particularly beneficial for complex parts with tight tolerances.
- Mold Design: Hot runner molding often requires more complex mold designs, considering the differences between hot runner and cold runner processes. This can impact the overall mold design process.
What are the Benefits of Using a Hot Runner System?
Hot runner processes offer several advantages that can significantly enhance the efficiency and quality of the injection molding procedure. Here are some of the key benefits:
- Reduced Cycle Time: Hot runner molds can significantly decrease production time by eliminating the need for runner cooling.
- Minimized Material Waste: Hot runner production eliminates the need for runners, typically discarded in cold runner molds, reducing material wastage.
- Improved Part Quality: Consistent temperature control in hot runner processes ensures uniform material flow and better part quality.
- Enhanced Design Flexibility: A hot runner offers greater design flexibility than cold runner molds, allowing for more complex and intricate designs.
- Energy Efficiency: Although a hot runner requires an initial investment in heating elements and temperature controllers, it can be more energy-efficient in the long run.
- Better Flow Control: Hot runner injection molding provides streamlined flow control, allowing for more precise part production and reduced defects.
- Reduced Labor Costs: The automation and efficiency of a hot runner can minimize the need for manual intervention.
- Scalability for High-Volume Production: A hot runner is particularly advantageous for high-volume production runs.
| Fun Fact: Hot runner systems were initially developed in the 1960s but only gained popularity in the 1980s and 1990s due to advancements in technology and rising plastic material costs |
What are the Drawbacks of Using a Hot Runner System?

While hot runner systems offer numerous advantages, they also come with certain drawbacks that need to be considered:
- Higher Initial Cost: Hot runner molds are generally more expensive to purchase and install than cold runner molds.
- System Complexity: Hot runner mold systems are more complex than cold runner mold systems, requiring specialized knowledge for operation and troubleshooting.
- Maintenance Complexity: Hot runner injection molding require regular and meticulous maintenance to ensure optimal performance.
- Temperature Control Challenges: Maintaining consistent and precise temperature across the entire system can be difficult, especially in systems with multiple cavities or complex geometries.
- Material Limitations: Hot runner molds may not be suitable for thermally sensitive polymers that can degrade with prolonged exposure to heat.
- Plastic Thermal Degradation: Prolonged exposure to high temperatures can lead to discoloration, reduced mechanical properties, and other quality issues.
What are the Benefits of Using a Cold Runner System?
Cold runner molds offer several advantages that make them viable for many injection molding applications. Here are some of the key benefits:
- Lower Initial Setup Costs: Cold runner mold systems are simpler and less expensive to install, making them an attractive option for small to medium-sized production runs.
- Simplified Maintenance: The absence of intricate heating elements and temperature control units means fewer components that can fail or require regular upkeep.
- Material Versatility: Cold runner molds are highly versatile in terms of the types of materials they can handle, including sensitive polymers.
- Ease of Use: The straightforward design of cold runner parts makes them easier to operate, especially for less experienced personnel.
- Flexibility: Cold runner injection molding allows for more accessible material and color changes, benefiting smaller, diverse production runs.
- Consistent Quality: A cold runner can produce parts with consistent quality, particularly for simpler geometries.
What are the Drawbacks of Using a Cold Runner System?
While beneficial in specific production scenarios, cold runner molds have drawbacks that can impact the efficiency and cost-effectiveness of the production of injection-molded parts:
- Increased Waste: Cold runner injection molding processes create waste because the solidified runners need to be trimmed and discarded.
- Longer Cycle Times: Cold runner injection molding typically has longer cycle times than hot runner systems due to the additional cooling time required.
- Higher Labor and Handling Costs: Manually removing and reprocessing the sprue and runner increases labor costs.
- Design Limitations: Cold runner injection molding can impose certain design constraints on the produced parts, potentially limiting complexity.
- Inconsistent Pressure: A cold runner mold system requires additional pressure to ensure proper cavity filling, leading to inconsistencies in part quality.
- Energy Inefficiency: The repeated heating and cooling of the plastic material consume more energy, leading to higher operational costs.
| Key Advantage: Hot runner systems eliminate material waste by maintaining the plastic in a molten state within the distribution channels, significantly reducing overall production costs. |
Choosing Between Hot Runner and Cold Runner Systems
The choice between hot runner vs cold runner molds depends on various factors:
- Complex Part Designs: Hot runner excels at producing complex plastic parts with intricate details, while cold runner is better suited for simpler geometries.
- Production Volumes: Hot runner systems are generally more suitable for high-volume production, while cold runner molds may be more cost-effective for lower volumes.
- Part Quality Requirements: If part quality is paramount, heated runner systems generally offer better control over the injection molding process.
- Material Considerations: Consider the plastic material’s thermal sensitivity. Some materials perform better in cold runner molds, while others benefit from the consistent heat of hot runner molds.
- Budget Constraints: While hot runner production has a higher initial cost, it can be more cost-effective in the long run for high-volume production.
- Mold Design Complexity: The choice between hot runner and cold runner can significantly impact the overall mold design. Heated runner systems often require more complex mold designs, including considerations for internally-heated or externally-heated molds.
- Production Flexibility: If your production process requires frequent material or color changes, a cold runner might be more suitable due to their more straightforward purging process.
- Faster Cycle Times: A hot runner often provides faster cycle times for applications where rapid production is crucial.
| Key Advantage: Hot runner systems offer superior quality by transferring the melt into the cavity at the optimum sites. This reduces pressure losses and allows for artificial balancing of the gate system during production through temperature control. |
Advanced Considerations in Hot Runner vs Cold Runner Systems
When comparing hot runner vs cold runner injection molding, it’s important to consider some advanced aspects:
- External Heating System: Some hot runner systems use externally-heated molds, which can offer advantages in specific applications. This type of external heat system runner can provide more uniform heating and easier maintenance than internally heated systems.
- Two or Three Plates: Cold runner classifications often fall under two-plate or three-plate systems. Three-plate systems offer advantages in gate placement and automatic degating, but are more complex than methods with two plates.
- Valve Gate Systems: Some types of hot runner integrate valve gate technology to control material flow into the mold cavity. This can significantly improve part quality and reduce overall cycle time per part produced.
- Hybrid Systems: In some cases, a combination of hot runner and cold runner can be used in a single mold, known as an injection runner system. This approach can offer benefits for both systems for certain complex plastic parts.
Choose Your Ideal Runner With Polyshot
Both hot runner and cold runner processes have their place in modern injection molding. Hot runner molds excel in the high-volume production of complex plastic parts, offering reduced waste and improved quality at higher initial investment and maintenance costs. On the other hand, cold runner molds provide a cost-effective solution for simpler plastic parts and lower production volumes, with easier maintenance but increased material waste.
Understanding the nuances of hot runner vs cold runner is crucial for optimizing your injection molding process. By carefully considering your specific production needs, part requirements, and budget constraints, you can make an informed decision that best suits your manufacturing goals.
Partner with Polyshot for unparalleled manufacturing excellence. Discover our cutting-edge hot runner replacement parts, products and services.