

What Is a Hot Runner?
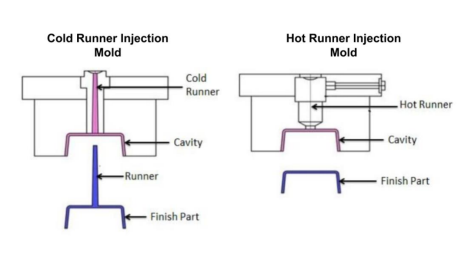
A hot runner system (used in the injection molding process) is an internally heated system added to a plastic injection mold for molding single parts or multiple parts simultaneously. Hot runners eliminate the cold sprue or cold runner mold and inject the molten plastic directly into the part cavity during the plastic injection molding process.
When molding two or more parts, a hot runner uses a heated manifold and nozzles to deliver the molten plastic to each part’s cavity location. When the part is ejected from the mold cavities, a small gate vestige may be visible on the part where the molten plastic enters the cavity from the hot runner nozzle. The hot runner system is controlled by a temperature controller, which is set to the melt temperature of the material and maintains this temperature throughout the molding process.
A hot runner system reduces mold cycle time, scrap, and secondary operations by removing a cold runner mold and sprue. These factors make hot runner systems a favorably sustainable technology by reducing plastic waste and energy consumption.
Types of Hot Runner Systems
There are many types of hot runner systems used for various applications and materials.
- Pinpoint-style (or hot tip-style) hot runner systems are typically for smaller parts. The result of the pinpoint (or hot tip) design is a small vestige (.005″ to .020″) on the part.
- General sprue-style systems mold a small sprue on the part or runner. This style of hot runner is used when you cannot gate directly to the part or parts.
- Valve gate-style hot runners will leave no vestige on the part. This style is used for difficult materials such as glass-filled nylon, allowing the most flow of material without leaving a vestige on the mold. Additionally, valve gate nozzles help achieve precise control over the flow of material, ensuring high-quality results.
Cold Runner Limitations
Cold runner molds are generally less costly to manufacture than hot runner molds, but there are some limitations and disadvantages to cold runner molds.
A cold runner may be designed for automatic removal in the mold by using sub-gates (tunnel or cashew) into the part or stripper plates in the mold design, which strip the cold runner from the opening mold.
When that isn’t possible, costly secondary operations are required to remove the cold runner from the part. Some cold runner molds have an insulated runner. This runner must be removed from the mold plate if the parts being molded are in different colors.
This is an added cost to the molding process. Cold runners may be reground and reused in some cases, but when contamination is an issue, the cold runner is discarded as waste.
Some molded parts are not allowed to have reground material in them. In these cases, the cold runner will need to be disposed of. This results in higher molded parts costs and plastic waste.
Another limitation of a cold runner mold is slower cycle times. Typically, cold runner plastic molds will have a much longer cooling cycle during the molding process. The additional cooling cycle is necessary to allow the cold runner to cure before the molded parts can be ejected from the mold. Additional cycle time equates to higher costs.
Hot Runner Advantages
The most important advantage of using plastic injection molding with hot runner technology is that it eliminates waste. This is especially true in plastic injection molds with multiple cavities. These internally heated systems deliver molten plastic resin directly into each mold part cavity without discarded plastic waste.
Cycle Time
By eliminating the cold runner, the mold cycle time is reduced. Since hot runner systems inject plastic directly into the cavity, no additional material needs to be cooled. The shorter cycle time reduces energy costs and eliminates any secondary operations.
Quality
Hot runner molds eliminate visible imperfections caused by de-gating cold runners from the molded part. Cosmetic and structural conditions like stress lines (splay) or sink marks are also minimized because the plastic no longer travels through a cold runner in the mold.
Customizability
Hot runner molds are customizable to meet a large variety of customer requirements. Typical mold cavitations are 2, 4, 8, 16, 32, 64, and 128 drop configurations.
Customized manifolds can be manufactured to mold different size parts in the same mold, called a family mold. This is made possible by designing different size flows within the manifold to equalize the fill time of all parts.
Fine-tuning the fill time of multiple parts in a hot runner-equipped mold may also be accomplished through mold process control, like adjusting mold cavity or nozzle temperatures.
Hot Runner Disadvantages
Hot runner systems have very few disadvantages; however, they are an added cost to a standard mold.
Hot runner systems use temperature controllers that regulate the temperature of the heated components. This additional cost needs to be considered when budgeting for a hot runner system.
Hot runner systems have many components, including nozzle tips, thermocouples, heaters, valve gate pins, and others that have a life expectancy.
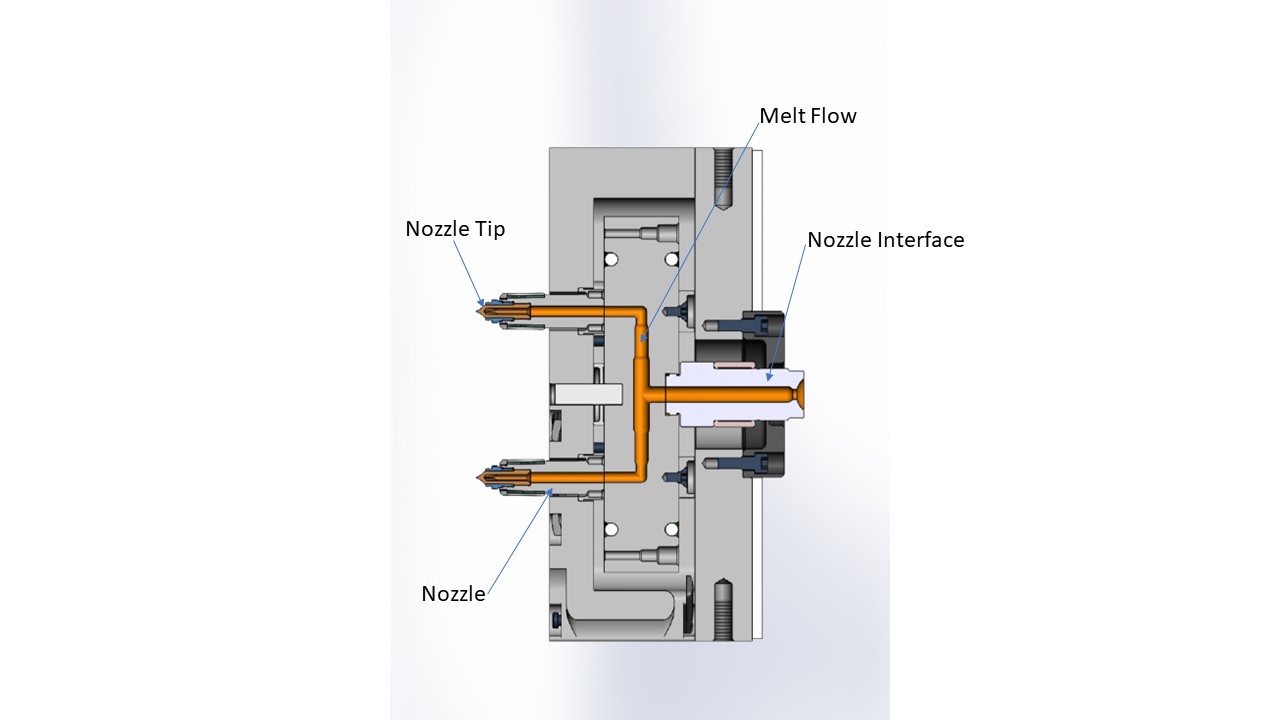
Hot Runner Components
Typical hot runner systems consist of the several listed components. These systems are heated by a controller for precise temperature control.
Nozzle Interface
The nozzle interface mates with the molding machine nozzle. This is the entry point where the plastic flows from the injection molding machine into the hot runner system.
Melt Flow
The melt flow is the internal passage of the hot manifold system. This internal passage is designed to allow the molten plastic to flow easily with low injection pressure.
Nozzle
The nozzle continues the flow of the plastic into the hot runner mold cavity plate. The nozzle has good thermal balance for accurate temperature control. This is important for part quality and molding efficiency.
Nozzle Tip
The nozzle tip conveys the plastic directly into the cavity. The hot runner mold will have geometry machined into the plates to accept the nozzle tip.
Hot Runner Common Uses
Hot runner technology is used to improve the injection molding process in many industries, such as medical, automotive, consumer, military, and aerospace, by enhancing the efficiency of the injection molding machine. Hot runner molds are a cost-effective option to help reduce waste and cost.
The benefit of using hot runner systems is especially seen in molds with multiple cavities. For example, in high volume production, a 128-cavity hot runner mold can produce finished parts every 5 seconds. That equates to over 730,000 parts for every 8-hour shift.
For more information on hot runner technology, please email info@polyshot.com
Browse Our Hot Runner Replacement Parts and Products.
Polyshot specializes in providing essential products for hot runner systems. Our offerings include heated sprue bushings, manifold systems, multitip systems, single valve gates, and temperature controllers.
Explore our selection of carefully chosen parts for your hot runner system today.
Learn more about our Vacuum Brazing Services
At Polyshot, we’re thrilled to provide vacuum brazing services to our mold-building clientele. These services are particularly beneficial for fusing multi-component mold cores and cavity assemblies, often used for conformal cooling purposes.
We rely on a vacuum furnace in our brazing process to maintain the joint’s integrity. The adoption of conformal cooling in mold cavities can greatly enhance mold cycle time, part quality, and part repeatability. This, in turn, leads to considerable cost reductions and impressive returns on investment.